Short on skilled welders? For complex jobs like pressure-vessel seams, automation could be the key to keeping production safe, accurate, and on schedule.
The importance of inherently strong and defect-free welds when constructing pressure vessels for the oil and gas industry cannot be emphasized enough. These storage vessels, boilers, and heat exchangers store gases and liquids under pressure, many of them operating at pressures above 15 psig.
Found on oil rigs and in oil refineries and gas plants, among other places, pressure vessels are typically made of carbon steel, stainless steel, duplex, and super duplex stainless steel, Inconel and other exotics, and are, at times, cladded for corrosion prevention. When they crack or don’t meet mechanical property requirements, it can be catastrophic.
Historically, welding the seams and joints on these vessels, which can range from smaller units to a few stories high, has been done the same way for many years. Along the way, there have been some upgrades in technologies such as the use of pulse wave forms or metal core welding techniques. Most often, though, submerged arc welding (SAW) processes are employed after fit-ups are performed by three or four people. As the size of the pressure vessels grow, the fit-up process becomes more dangerous and attention to the quality of the welds becomes more demanding. With a lack of skilled welders available to perform the welds that these high-pressure vessels require, it’s obvious that it’s time to adopt a new approach.
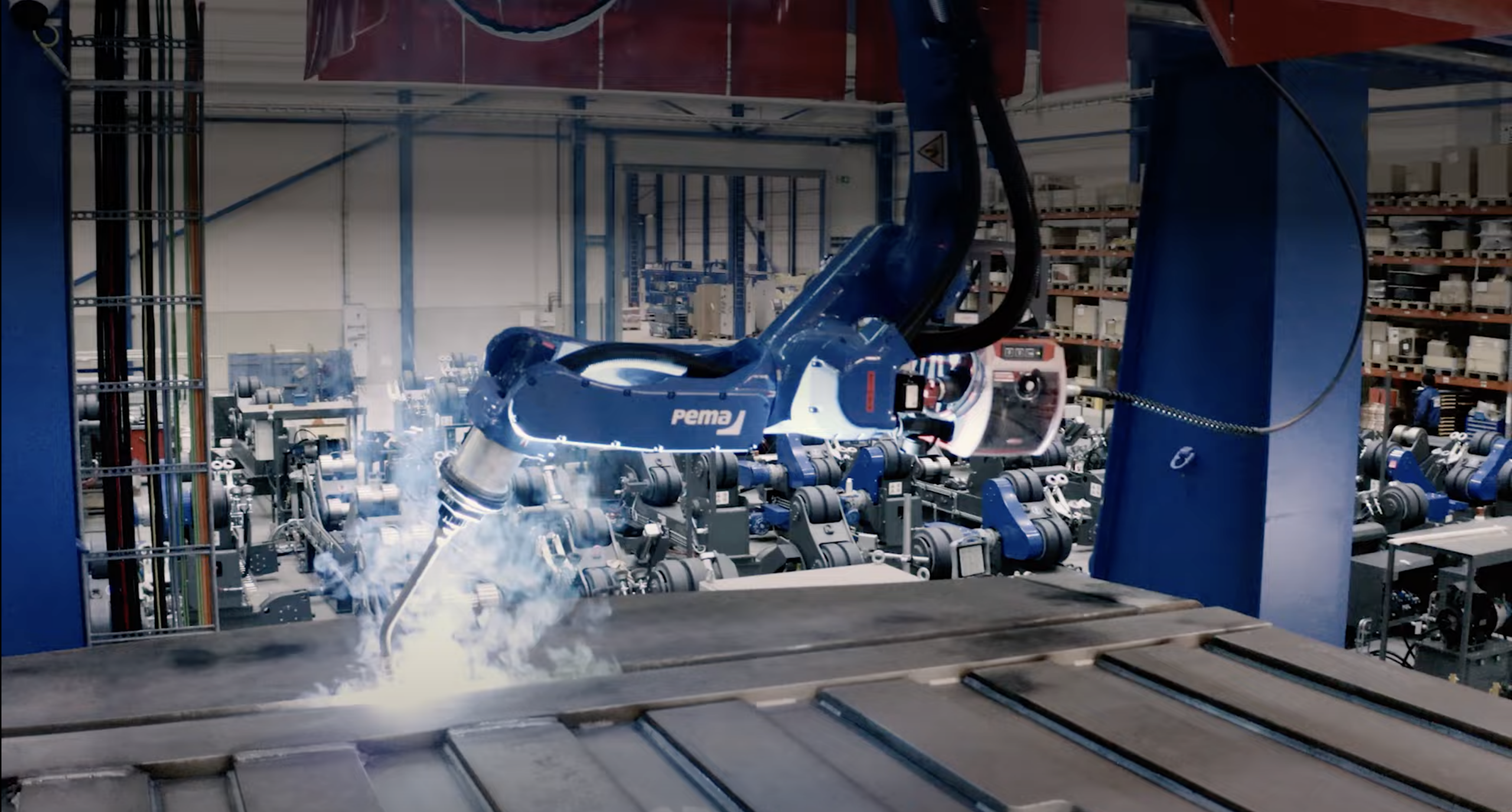
Automated welding technologies are not entirely brand new—they have been around for more than 50 years—but they are continually evolving to meet the changing needs of manufacturers. Welding seams on pressure vessels is complicated, and there is a dearth of skilled welders who can complete these jobs accurately and safely.

Keeping Production Moving with Welding Automation
In Texas, where the temperatures can reach 105°F or more during the summer, many of these skilled welders are lured away to better working conditions or for better compensation. In these cases when a company is left short on labor, an investment in an automated welding system should be strongly considered to keep the lights on and the product moving.
Less-skilled welders on staff can be trained to operate the system via an easy-to-use and intuitive software interface that features all necessary information on the screen. And there are few questions, if any, regarding the information in the Welding Procedure Specification (WPS). By automating the process, all aspects of the WPS are “locked in” to the system so the operator can’t adjust the machine outside of what the WPS says, ensuring that all welds are performed with qualified procedures for these critical jobs.
Often, companies feel like they are losing control of the welding process by fully automating it, but what they don’t realize is that they are gaining control by having all aspects of the WPS in one central place for many eyes to see. A systematic approach provides a means to track all aspects of a job ensuring quality control and the best welds possible.
The fit-up process in fabricating pressure vessels is a long and labor-intensive process often requiring three to four laborers and 3 to 6 hours per joint. For example, our PEMA assembly station reduces this time to 30 minutes per joint with one operator, which is a massive time and labor savings. One of the more dangerous fabrication steps is fitting the heads to the can sections; our large positioners allow for a quick and safe workflow for fitting the heads.
The fit-up process in fabricating pressure vessels is a long and labor-intensive process often requiring three to four laborers and 3 to 6 hours per joint. For example, our PEMA assembly station reduces this time to 30 minutes per joint with one operator, which is a massive time and labor savings.
One of the more dangerous fabrication steps is fitting the heads to the can sections; our large positioners allow for a quick and safe workflow for fitting the heads.
Automating Nozzle Welding and Profile Cutting
Nozzle welding is a process performed often in pressure-vessel construction that can benefit from automation. During these operations, nozzles are welded onto the pressure vessel to allow for controlled entry or exit of fluids, gases or vapors, or as a spot to install sensors or valves. Typically, a technician cuts the holes into which the nozzles will be welded by hand using a template. There are variations in the cuts which may require additional prefabrication process, adding more time to the production process.
We partner with a 3D-profile-cutting specialist (HGG Group, Wieringerwerf, Netherlands) to perform these cuts automatically. Their software is capable of working with Tekla, Autodesk, and virtually any CAD/CAM product to seamlessly create accurate joints and bevels using the specifications provided directly from the customer in significantly less time. It bears reminding that everyone is working from the same WPS files. This is where cutting meets welding. And when the welding starts, it takes off.
Oftentimes, operators find themselves switching between two or three different vessel types during production. This is made easier with offline programming capabilities. WeldControl 300 Scan offline software streamlines this, allowing the operator to program welds on one vessel type while welds are being performed on another. We’ve made it to where they can program many vessels quickly, in an hour or less rather than days. After the initial root pass is completed manually, our system creates adaptive filling weld paths to create strong and accurate welds.


Author: Ryan Althausen, Business Development Manager, Pemamek LLC
Ryan Althausen is the business development manager at Pemamek LLC, the North American subsidiary of Loimaa, Finland-based Pemamek Ltd. Althausen is responsible for introducing manufacturers in Texas and Oklahoma to Pemamek’s automated welding solutions which are especially suitable to the needs of those in the oil industry where heavy-weld, high-mix, low-volume parts are necessary. He earned his Certified Weld Inspector (CWI) certification through the American Welding Society in 2019 and an MBA from Southern Methodist University in 2022.